
News
Barrel Testing System (Part 1)
Systems equipped with modern weapons increasingly require maintenance inspection must take place on a regular basis, to ensure the accuracy and safety during use. For the artillery system, the regular inspection and maintenance of the barrel is always a very important task requiring high precision. To meet this demand, the world now has a number of manufacturers have been developing and testing systems to serve barrel test applications measuring the types of barrel from inside diameter measuring distortion, curvature, applications to measure the parameters of helical grooves, or defects in the barrel.
Barrel Testing System is one of the test solutions leading barrel application of advanced technologies to help increase accuracy and ease of use capabilities to meet most of the demand the test needs of the user.

General Information
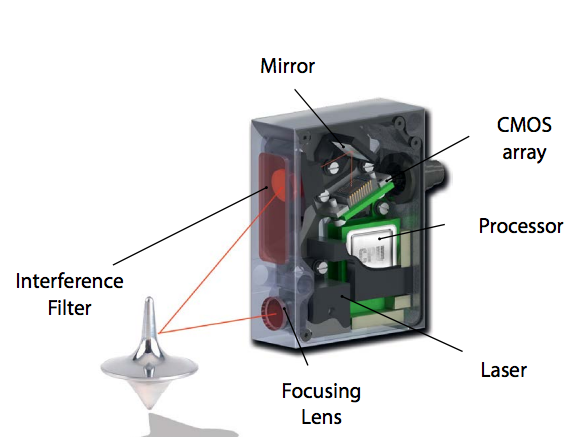
Barrel Testing System use laser triangulation sensor is not exposed. This is the use laser sensors operate on the principle of triangulation, allows accurate measurement of distance parameters, locate, scan and detect surface deformation. According to the principle of triangulation (triangulation), the sensor emits a laser beam to the target, the reflected beam will be recorded on a lens located inside the sensor (adjacent to the laser source).
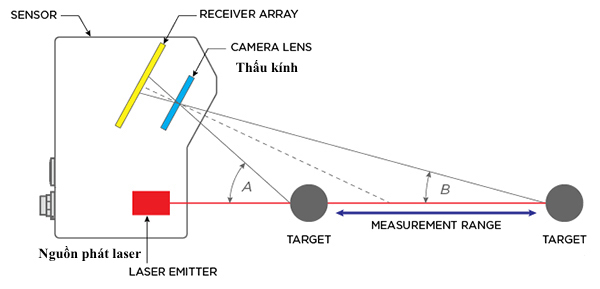
Throw lens will converge photo of destination on a linear array camera. Any change in the distance between the sensor and the target will immediately change the angle of the reflected beam, thereby changing the position of the pixels on the receiver element (camera). The position of the pixel to be processed to calculate the distance to the target.
Systems parameters
Systems are intended for contactless measuring of inner diameter and profiles of gun barrels, cylindrical and taper pipes, progressive cavity stators, turbodrills and so on.
a. Automated:
-
Module laser:
-
Multisensor measurement by stationary laser sensors
-
Inner surface laser scanning by rotating sensors
-
Transmission Module: enables the ability to push the probe can be moved automatically along the tube lumen during the test.
-
Video inspection channel: Video inspection channel is switched on immediately after plugging in the probe. The user can manage lighting via special form in software. Using this form the operator can reach quality lighting on all parts of the pipe. The image from camera can show in software and enable user can save video file, image file.
-
Non-straightness (warpage) PSD sensor: The non-straightness (warpage) channel consists of a PSD matrix and stabilized laser source. The laser source is placed at one end of the tube. The laser beam emits through the pipe. The radiation of a semiconductor laser is focused onto PSD matrix located inside the self-moving probe. A position of the laser point on the matrix is determined permanently and allows calculating an offset between the probe and the laser beam. Since the probe is centered in the pipe and follows the profile of the pipe during measuring, the system can measure the non-straightness (warpage) using the position of laser point on the PSD matrix.
-
Temperature sensor: The temperature sensor is designed to compensate for the distortion of the system readings relating to changes in ambient temperature. This makes it possible to achieve high accuracy over a wide temperature range.
-
Inclinometer: The inclinometer is intended to compensate for the distortion of the system readings relating to possible spin or tilt of the probe.
-
Laser distance sensor: The laser distance sensor is located on the rear unit of the probe and intended to determine a position of the probe inside the pipe (distance between the edge of the pipe and the probe).
b. Using of pipe extender:.
The probe carries out measurements over the entire barrel surface excluding the areas (at the beginning and at the end) which do not exceed 60 mm. One may use a special extender (option) allowing measurement of the whole surface.

Source: RSI
Others
- TECOTEC GROUP ATTENDED SHIMADZU’S SERVICE MANAGER MEETING IN 2022
- TECOTEC HANDED OVER EDX-7000 X-RAY FLOURESCENCE SPECTROMETER AT NIDEC CHAUN CHOUNG VIETNAM
- INSTALLATION OF CHIP PROCESSING SYSTEM – LANNER/ GERMANY
- TECOTEC completed installation of EDX-LE Energy dispersive X-ray Fluorescence spectrometer at DYT Vina
- TECOTEC DELIVERED AND INSTALLED THE 2ND X-RAY FLUORESCENCE SPECTROMETER - EDX-LE PLUS AT TABUCHI
- TECOTEC Group has handed over PDA-7000 Optical Emissions Spectrometers for Nihon Plast Vietnam
- Bowman XRF Coating Measurement System For Electroless Nickel Plating
- TECOTEC DELIVERED AND INSTALLED SMX-2000 SYSTEM TO NIDEC TECHNO MOTOR VIETNAM